

Отличия блёсен «Атом» и «Атом-2»
Не секрет, что у самой известной блесны «Атом-2» был предшественник, который назывался просто «Атом». Обе эти блесны имеют сходные черты, но существуют и значительные отличия,…
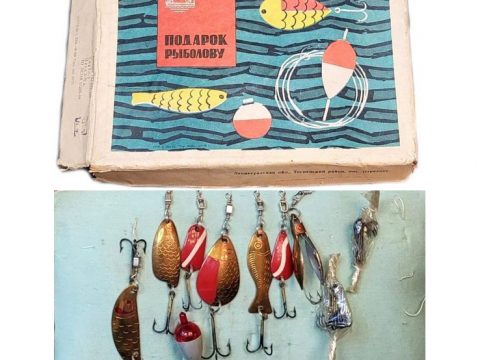
Набор «Подарок рыболову» времён СССР — список блёсен
Названия блёсен времён СССР, которые выпускались в наборах, вызывают путаницу, поскольку сопроводительный список не часто встретишь в наборах с блёснами 50-60-летней давности. Кроме того, многие…

Блесна «Норич Фигурный» ЛООиР (завод «Балтика»)
Блесна «Норич Фигурный» вобрала в себя черты сразу двух блёсен — старой блесны «Уральская», известной ещё с доСабанеевских времён под названием «Уральская дорожка» и блесны…
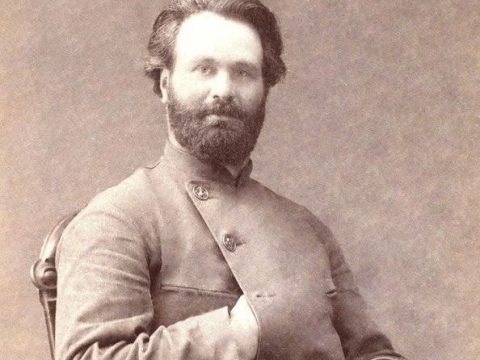
Литературные источники Л.П. Сабанеева
Леонид Павлович Сабанеев (1844-1898) на собственные средства в 1873 году начал издавать научно-популярный журнал «Природа», а с 1874 года издавал и редактировал «Журнал Охота». Оба…
Справочник-каталог блёсен СССР. Железная сотня «Бороды»
Восстановил статью-каталог блёсен СССР, которую составил Виктор Власенко, по прозвищу «Борода»: http://spinning.kharkov.ua/starspin/kolebalki/blesni-sssr.htm Кому нужно в справочных целях — пользуйтесь. Более удобного справочника по старым советским…

Невская катушка — как бросать без бород
Невская инерционная катушка — поистине легендарная снасть, о которой слышал любой рыболов, даже ни разу не державший её в руках. «Невка», как часто её называют,…

Модернизация фрикционного тормоза Daiwa ATD в домашних условиях
Не секрет, что фрикционный тормоз Daiwa ATD для многих рыболовов работает непривычно. Он рассчитан на резкие рывки и только в этом случае активно стравливает леску….

Бюджетные катушки для ультралайта — легче 190 грамм (30 моделей)
Ловля на сверхлёгкие приманки очень популярна у спиннингистов. И тому есть две причины — во-первых поймать на ультралайт проще, а во-вторых — улов более разнообразен….

Самые дальнобойные спиннинги — 40 моделей
Часто на рыбалке нам не хватает дальности заброса. Правильный выбор дальнобойного спиннингового удилища отчасти поможет решить эту проблему. В таблице ниже представлены спиннинги для дальнего…

Самые лёгкие катушки в мире — для ультралайта и не только
В настоящее время качественную сверхлёгкую катушку способны сделать только три производителя: ABU Garcia, Daiwa и Shimano. Ультралайт популярен по нескольким причинам — снастью этого класса…




